Линия по производству стальных присосок и стальных пони
Линия производства стальных присосок и стальных пони основана на горизонтальном ковочном прессе SM11-450, в том числе на промежуточной индукционной печи с автоматическим механизмом загрузки и подачи, 6-осевом промышленном роботе, горизонтальном ковочном прессе SM11-450 с горизонтальной установкой матрицы, индукции цельной детали печь закалки и отпуска и токарный станок с ЧПУ с автоматическим механизмом загрузки и подачи.
I. Ассортимент продукции
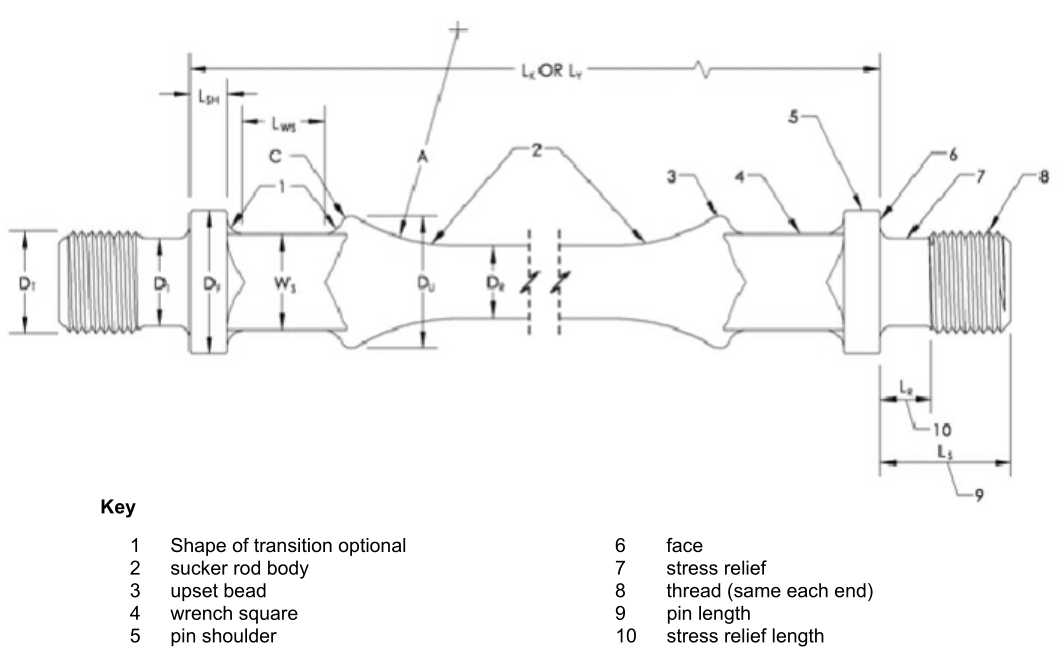
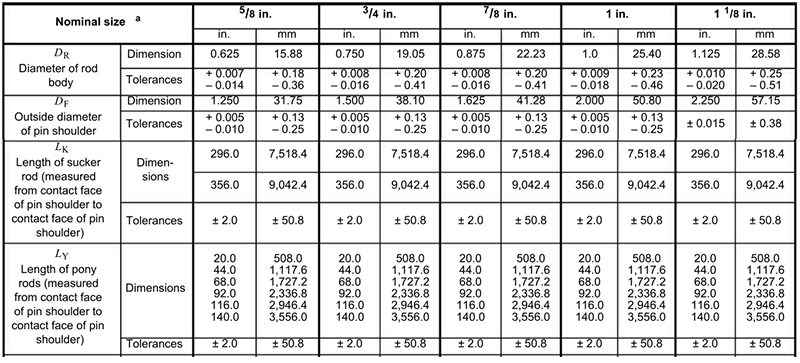
Согласно стандарту API 11B размеры и допуски для стальных присосок и стальных пони являются следующими:
II . производительность
4 головы / мин, 2 смены / день, 260 рабочих дней / год. Производительность за год 4 × 0,5 × 60 × 2 × 8 × 260 = 499200 шт.
III . Производственная схема
IV . Описание основного оборудования
1. Промежуточная частота индукционной печи
Эта производственная линия использует индукционную печь средней частоты с автоматическим устройством загрузки и выгрузки.
Стальные стержни хранятся на скамейке хранения, кантователь превращает стальной стержень в подающем ролике таблицу, то v ariable частота двигатель приводит редуктор, редуктор привод для вращения ролика для того , чтобы стального стержня вперед. После того, как конец стального прутка направляется в индуктор на определенное расстояние, ролик перестает вращаться.
Печь индукционного нагрева оснащена 2 комплектами индукторов: индуктор GTR40 для насосной штанги от до , индуктор GTR50 для насосной штанги от ”до ”. Дальний инфракрасный термометр используется для контроля и измерения температуры нагрева насосной штанги в режиме реального времени.
Индукционная печь оснащена градирней закрытого типа, заполненной чистой водой, которая используется для подачи охлаждающей воды как для промежуточной мощности, так и для индуктора. Циркуляции охлаждающей среда работает взакрытых тиражах, без каких - либо посторонних примесей, которые не только обеспечивают чистоту охлаждающей среды, но и устранить феномен масштабирования внутри трубопровода.
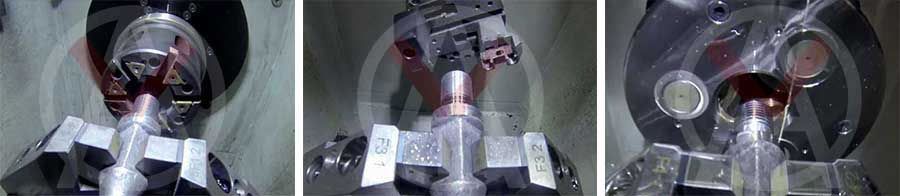
2. Горизонтальный ковочный пресс
Наш горизонтальный ковочный пресс является своего рода современным горизонтальным ковочным прессом с горизонтальной установкой штампов. Идеальное оборудование для осадки стальных насосных штанг.
Этот горизонтальный ковочный пресс может осуществлять ковку с несколькими полостями, что очень удобно для осадки насосной штанги. Сбор материала, формирование квадратного гаечного ключа, формирование заплечика штифта и фрезерная обрезка могут быть выполнены только одним комплектом горизонтального ковочного пресса с однократным нагревом, что является экономичным и эффективным
Осуществить автоматическое осаждение насосной штанги очень просто с помощью установки промышленного робота.
Это просто установить плашки и настроить плашки.
Этот горизонтальный ковочный пресс обладает хорошей жесткостью и превосходной точностью осадки штанги.
SPM - до 45 раз / мин, что обеспечивает высокую производительность.
Муфта горизонтального высаживающего пресса имеет конструкцию из плавающего блока с одной инерцией с малой инерцией, которая дает меньше тепла, долгий срок службы и легко заменяется после износа.
Усилие зажима нашего пресса для высадки составляет 1,11 раз от силы осадки, что обеспечивает надежное закрепление оставшейся части стального стержня в процессе осадки. Все твердосплавные присоски от ”до ” могут быть расстроены одним комплектом горизонтального ковочного пресса с разными штампами.
3. Отопительное оборудование
На производственной линии установлено оборудование для термообработки средней частоты с автоматическим устройством подачи и разгрузки.
Насосные штанги хранятся на скамье для хранения , устройство оборота превращает присосочный штатив в роликовый подающий стол. Ролик подачи подачи состоит из V-образного ролика, который расположен под определенным углом, так что заставляет насосную штангу двигаться вперед с вращением. Насосная штанга направляется к первому индуктору с помощью роликового питателя для нагрева до определенной температуры. Вторым индуктором является индуктор слежения, который предназначен для компенсации температуры осаждающего конца насосной штанги. После того как осаждающий конец присоски выходит из первого индуктора, следящий индуктор перемещается вместе с осаждающим концом присоски, чтобы нагреть осаждающий конец присоски, который обеспечивает постоянную температуру каждой части присоски. Конвейерный ролик направил присоску к водяной рубашке для закалки. Конвейерный ролик отправляет насосную штангу к третьему индуктору для отпуска, когда насосная штанга заканчивает гашение. Третий индуктор используется для поддержания температуры. Наконец, насосная штанга передается роликовым конвейером на охлаждающий слой.
Весь процесс термической обработки закалки и отпуска насосных штанг (загрузка, транспортировка, нагрев, подача, передача, разгрузка и т. Д.) Автоматически контролируется промышленным персональным компьютером.
Компьютер находится в основном положении контроля во всем комплекте оборудования для термообработки. Компьютер выдает соответствующую команду на источник питания после расчета и всестороннего анализа собранного температурного сигнала, который заставляет источник питания выдавать соответствующую мощность. Дата производства, время и температура нагрева записываются и хранятся в режиме реального времени и могут регулярно доставляться на уровень управления.
Оборудование для термообработки использует инфракрасный термометр. Точность измерения температуры составляет ± 0,3% ± 1 ° C от измеренного значения.
4. Токарный станок с ЧПУ
Линия по производству насосных штанг оснащена токарным станком с ЧПУ в комплекте с устройством
автоматической подачи и разгрузки.
Насосная штанга хранится на скамье хранения, переворачивающее устройство превращает штангу в подающий роликовый конвейер , затем двигатель переменной частоты приводит в движение редуктор, а редуктор приводит в движение ролик, чтобы сделать всасывающий шток вперед. После того, как конец насосной штанги направлен на токарный станок с ЧПУ через отверстие шпинделя на определенное расстояние, ролик прекращает вращаться.
Токарный станок с ЧПУ оснащен системой ЧПУ FANUC и серводвигателем.
СВЯЗАТЬСЯ С НАМИ
Наша команда поддержки обычно отвечает за 24 часа.


 до
до , индуктор GTR50 для насосной штанги от
, индуктор GTR50 для насосной штанги от  ”до
”до  ”. Дальний инфракрасный термометр используется для контроля и измерения температуры нагрева насосной штанги в режиме реального времени.
”. Дальний инфракрасный термометр используется для контроля и измерения температуры нагрева насосной штанги в режиме реального времени.